服务热线:
一、灰铸铁 HT250 适用场景特点:便宜、好铸、好加工、刚性好、减震好,但脆、强度低。1. 注塑机相关小型、普通吨位注塑机模板(头板 / 二板 / 尾板)注塑机底座、罩壳、支架、
一、5 秒判断法(最实用)只需要刚性、减震、耐磨、好加工 → 选灰铸铁需要强度、韧性、抗裂、受大拉力 / 冲击力 → 选球墨铸铁二、按使用要求选1. 选 灰铸铁(HT250/HT3
一、最核心区别灰铸铁:成分宽松,不做球化处理球墨铸铁:成分更纯,必须加球化剂(Mg、稀土),且硫要极低二、主要成分对比(现场常用范围)元素灰铸铁 HT250/HT300球墨铸铁 Q
一、核心区别一句话灰铸铁:石墨片状 → 流动性好、收缩小、应力小、好铸好做球墨铸铁:石墨球状 → 流动性差、收缩大、应力大、工艺更严二、5 大关键铸造性能差异 + 对工艺的直接影响
一、先选材质:灰铁还是球铁?选灰铸铁(HT250/HT300)受力一般、要求刚性、减震、耐磨结构不复杂、壁厚不算特别大希望好加工、成本低、废品少典型件:普通注塑机模板、机床床身、箱体、底座选
一、最本质区别:石墨形状决定一切灰铸铁:石墨 片状球墨铸铁:石墨 球状片状石墨像无数小裂纹,一受力就开裂;球状石墨几乎不割裂基体,强度、韧性接近钢。二、机械性能直接对比(关键数据)
球墨铸铁 vs 灰铸铁 —— 铸造性能差异 → 对工艺的真实影响一、石墨形态带来的核心铸造性能差异项目灰铸铁球墨铸铁对生产工艺的影响石墨形态片状球状球铁强度高但铸造更难流动性好差球铁必须更高
一、注塑机模板整体特点都是厚大断面铸件,中心厚、筋多、孔多受力大:锁模力、弯曲、拉伸精度要求高:孔距、平行度、平面度三大死穴:缩松、开裂、变形二、常用材质HT250 / HT300
一、最致命:中心厚大部位 缩孔 / 缩松表现:中心最厚处超声波 UT 不合格内部疏松、暗孔、晶粒粗大原因:厚大断面最后凝固,无补缩冒口太小、太少、位置不对冷铁没放或无效浇注温度偏低解决:中心
一、尾板特点 & 铸造难点厚大断面:中心区域最厚,是整个注塑机里最厚的铸件之一受力极大:锁模时承受巨大拉力、弯矩多轴孔:拉杆孔、导柱孔多,孔偏、壁厚不均就废三大致命缺陷:中心缩孔 / 缩松(
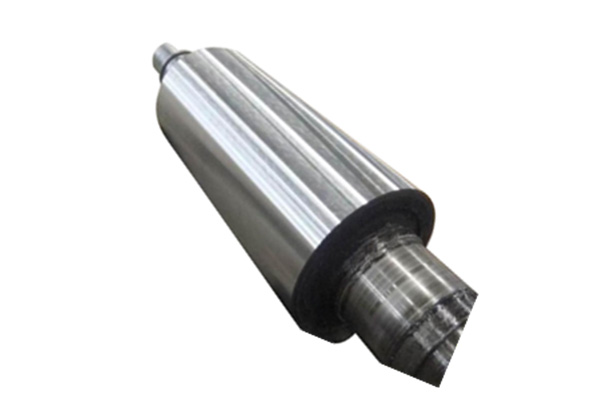
印染机辊筒一般是空心长筒体、壁薄、要求高圆度、表面光洁、耐磨耐腐蚀、动平衡好,绝大多数用离心铸造,和船用缸套思路很像,但精度、表面、变形控制更严。一、常用材质(按工况选)普通铸铁(HT200
一、熔炼 & 配料细节(决定内部质量)生铁、废钢必须干燥潮湿 → 皮下气孔、针孔,一炉报废。回炉料必须分类、无铝无锌哪怕一点点铝,都会大量针孔、渣孔。合金要后加,硼铁最后加硼极易烧损、易偏析
一、适用产品大型低速二冲程船用主机缸套中速四冲程船用主机 / 辅机缸套材质:高磷铸铁、铬钼铜铸铁、硼铸铁二、工艺路线(标准流程)原材料验收 → 配料 → 中频熔炼孕育处理 → 扒渣
注塑机头板是厚大截面、受力复杂、高精度、高刚性的关键铸件,一般用灰铸铁 HT250/HT300 或 球墨铸铁 QT450-10、QT500-7,以树脂砂造型 / 水玻璃砂造型为主,极少用离心铸造。一、
一、核心性能优势(为什么前景好)耐磨性碾压传统材料硼碳化物(Fe₂B、Fe₃(C,B))显微硬度 HV 960–1280,远高于磷共晶(HV 500–700)。缸套寿命比高磷铸铁提升 50%
一、先定:用什么基体材料船用主机缸套只选合金铸铁,不选铸钢、不选球铁。最常用三类:高磷合金铸铁 —— 常规主机最通用铬钼铜合金铸铁 —— 耐磨、耐蚀更好硼铸铁 / 微合金铸铁 —— 大功率、强化机型原
一、材料质量控制(源头决定 80%)原材料生铁:低磷低硫,无锈蚀、无油污合金:Cr、Cu、Mo、B 必须定量加入、成分稳定回炉料:分类使用,不得混有铝、铜、铅等有害杂质化学成分严格控制C:3
船用缸套唯一主流工艺是离心铸造,核心是靠离心力实现致密、耐磨、无缺陷的组织,下面从材料、工艺、质量控制、常见缺陷全流程讲透。一、核心材料:高耐磨合金铸铁船用缸套必须满足高耐磨、耐蚀、高强度、
船舶主机缸套最常见、现场最容易遇到的缺陷主要有这几类,一、内表面常见缺陷拉缸 / 划伤表现:纵向深浅划痕、严重时出现金属熔着、亮带。原因:润滑不足、油膜破坏、杂质进入、活塞环卡死、超负荷。异
这里为你系统讲解船舶主机缸套(Marine Cylinder Liner),聚焦结构分类、材质工艺、核心功能、常见缺陷与防控、运维要点,方便直接落地到船舶动力管理中。一、定义与核心功能缸套是柴油机气缸